2026
2026


Our robust 5HP Semi-Hermetic Condensing Unit is engineered for optimal performance and reliability in a wide range of commercial and industrial refrigeration applications, particularly for cold rooms, freezing rooms, and various cold storage solutions. Designed with precision and durability in mind, this condensing unit provides a powerful and energy-efficient solution to maintain precise temperature control, ensuring the integrity of perishable goods and efficient operation of your refrigeration system.
Key Features & Benefits:
- Powerful Semi-Hermetic Compressor: Equipped with a high-performance semi-hermetic compressor (e.g., Bitzer, Copeland, or equivalent high-quality brand), ensuring long-term stability, high efficiency, and quiet operation.
- Optimized Heat Exchange: Features a high-efficiency condenser coil designed for superior heat dissipation, maximizing cooling capacity while minimizing energy consumption.
- Robust Construction: Built with heavy-duty components and a durable powder-coated steel casing, offering excellent resistance to corrosion and harsh industrial environments, ensuring extended service life.
- Energy Efficient Operation: Advanced design and component selection lead to reduced power consumption, lowering operational costs and contributing to environmental sustainability.
- Wide Application Range: Suitable for various temperature requirements, including medium to low-temperature cold rooms, chillers, and freezers.
- Easy Installation & Maintenance: Designed for straightforward setup and accessible components for routine servicing, reducing downtime and labor costs.
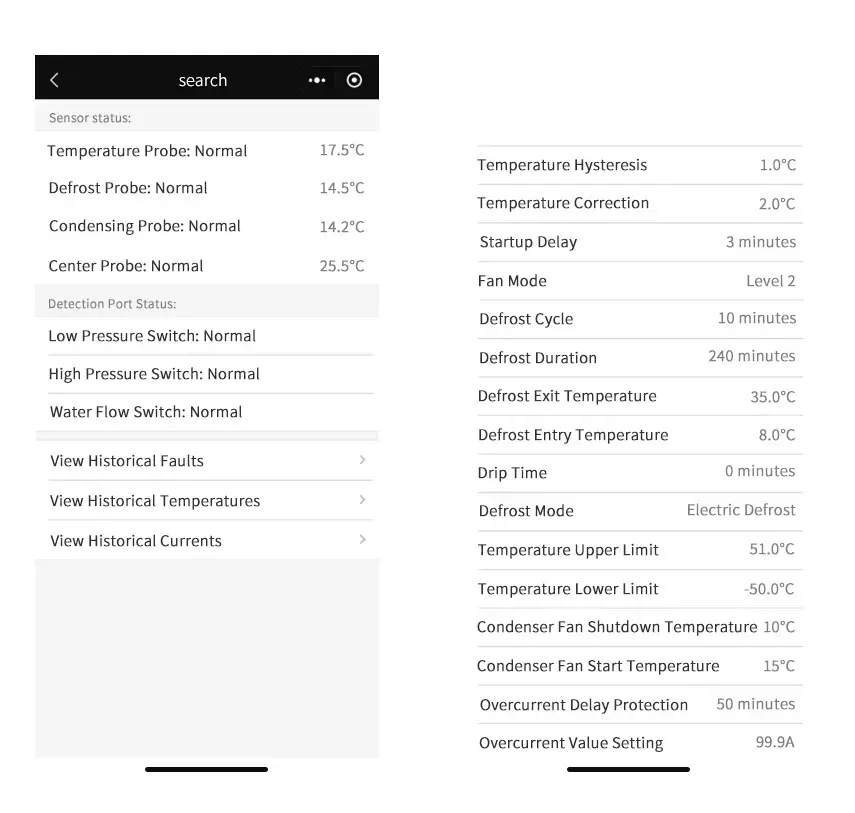
- Comprehensive Protection: Includes multiple safety features such as high/low-pressure protection, motor overload protection, and phase sequence protection, safeguarding the unit against operational abnormalities.
- Multiple Refrigerant Compatibility: Compatible with common refrigerants (e.g., R404A, R134a, R22), offering flexibility for different system requirements.
Applications:
Our Semi-Hermetic Condensing Units are ideal for:
- Cold Storage Warehouses: Maintaining ideal temperatures for large-scale food, pharmaceutical, and chemical storage.
- Food Processing Facilities: Critical for chilling and freezing processes in meat, dairy, fruit, and vegetable industries.
- Supermarkets & Hypermarkets: Powering walk-in freezers and cold storage rooms.
- Hotels & Restaurants: Essential for large-capacity refrigeration needs.
- Logistics & Distribution Centers: Ensuring temperature-controlled transport and storage.
- Agricultural Storage: Preserving freshness of produce.
Technical Specifications (Example - Please fill with actual data for your product variations):
Why Choose Our Condensing Units?
As a leading manufacturer of refrigeration equipment, we are committed to delivering high-quality, reliable, and energy-efficient solutions. Our condensing units undergo rigorous quality control and testing to ensure superior performance and longevity, providing you with peace of mind and excellent return on investment.
Need a customized solution or more details? Contact us today for a free consultation or to request a quote!