2026
2026


1. Structure characteristics of automatic rotary blowing machine
PMRB(automatic rotary blowing) series automatic rotary blowing machine is developed and researched by Guozhu. The operation system has the characteristics of concise and convenient, stable and efficient, high productivity & etc.
Guozhu adopts the advanced recycling technology of high-pressure air and supercharging for reusing to minimize the compression air’s supply up to 45% saving, which would enable air could be reused as blowing compression air and also no need for low-pressure compressor with additional charges.
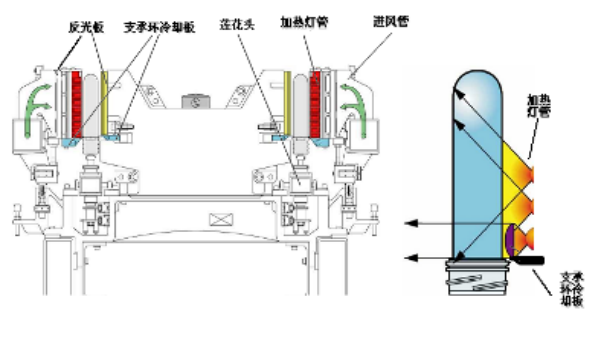
The oven has a preform turn-over device. In order to protect the neck from being heated, after entering the oven, the device will turn the preform down as the preform will be heated by infrared lamps inside the oven. Before going out of the oven, the preform will be turned over again for sending to the main blowing wheel. The neck size of 3025, 2925, 1881, etc. are thinner and shorter, which are easy to deform in the process of heating. After turning over, the neck is downward, the shading plate, cooling water channel and fan can keep the preform neck from deformation.Comparing with the oven without turn-over device, it saves at least 20% energy. The special designed air cooling device and water cooling device prevent the temperature of the oven being too high, further more they can cool the screw of preform. The cooling air is controlled by the frequency conversion fan and can be adjusted to arbitrary wind, in order to keep the oven temperature constant and prolong the life of infrared lamps.
1.1 Advanced control system
PRMB series high-speed automatic rotary blowing machine, which is produced by Guozhu, adopts industrial control system(PLC system), relevant control detection and actuator control system. The whole system is more stable, reliable and has faster response.
1.2 Humanized operation interface
Operation interface is intuitive and easy to understand, used to adjust and control the equipment. Production mode and commissioning mode are set up for production, inspection and maintenance. On-off button, heating and time(angle) regulation of the equipment can be achieved by 36 programmable function keys(28 of them with LED) in the operation interface. The equipment uses fully closed mode, does not need hand contact in the whole process, which makes the products more in line with the required hygienic standard of the food, beverage and pharmaceutical.
1.3 Machine safety protection system
Each torque point and key point of the machine has the protection measures such as torque protection device, photoelectric protection switch, stroke protection switch and so on. Thus it ensures the safe operation of the equipment, avoids the artificial forced operation, and thus it prolongs the service life of the machine and saves the maintenance costs of the accessories.
1.4 Personal safety protection system
It has CE certification system, the whole machinery and personal safety are performed strictly in accordance with CE certification requirements.
1.5 High quality devices
Equipment inspections, cylinders, solenoid valves and bearings and other important parts are high quality products chosen from the famous foreign manufacturers (OPTEX, AIRTAC, NORGREN, OKI, etc.), which makes the performance of the whole machine more stable and reliable, reduces the downtime and the maintenance costs. Therefore, it ensures higher production efficiency and yield rate, reduces production costs.
1.6 Reasonable design
Mechanical design and installation is in line with the most optimized performance and the most simplified structure principles, which not only makes the equipment achieve high quality and high speed, but also is convenient to check and repair.
2. Composition of the blowing machine
Automatic rotary blowing machine is successfully developed and researched by our company by absorbing the most advanced bottle producing technology in the world. It’s mainly made of hopper, elevating system, lining device, oven and mainframe, electrical control system and pneumatic control system.
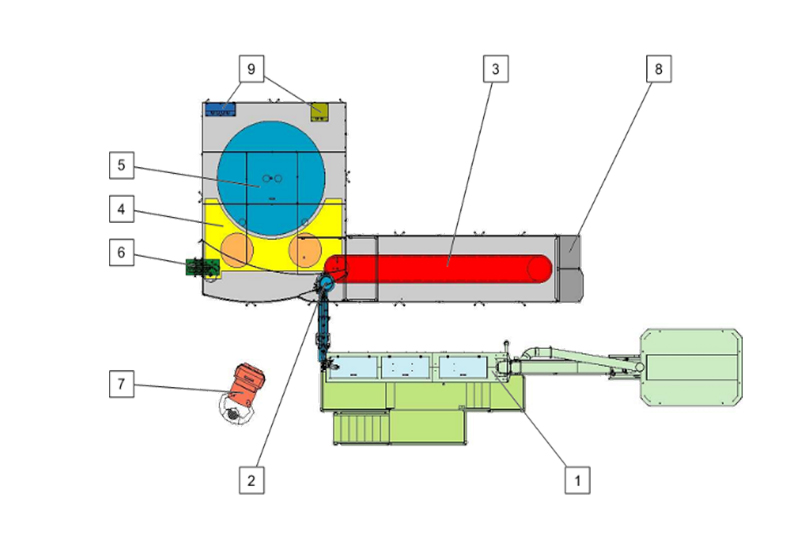
Structure and function of the blowing machine
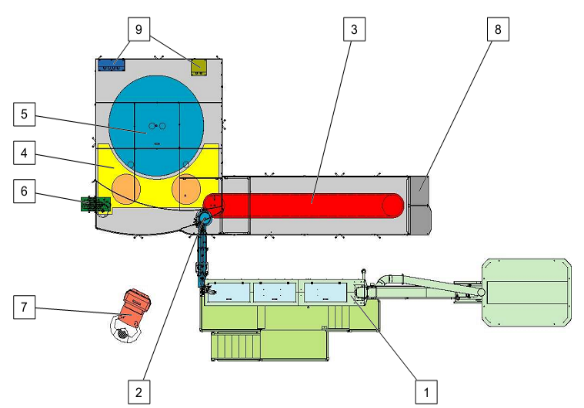
Description: 1.Feeding device of elevator; 2.Preform feeding wheel; 3.Oven; 4.Preform conveying plate; 5.Main turntable; 6.Bottle outfeed; 7.Operating table of control system; 8.Main electric cabinet; 9.Water and air pipe joints
3. Structure and functions of blowing machine
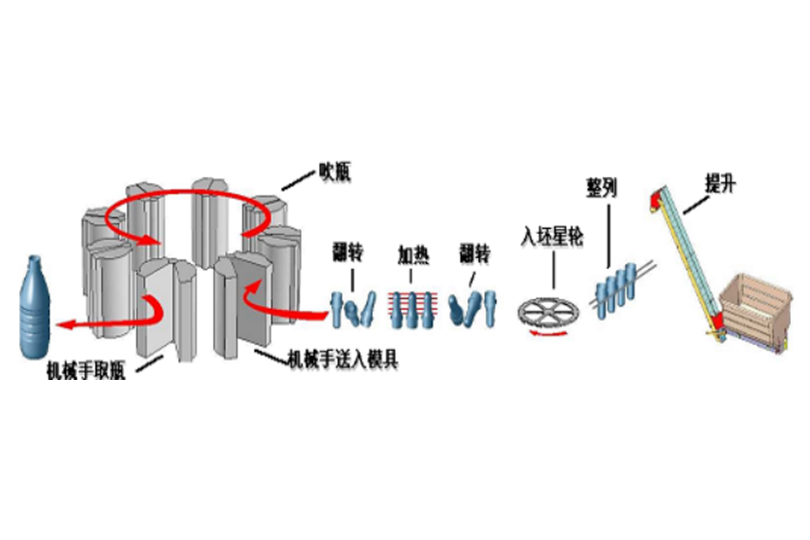
3.1 Bottle blowing chart
|
PET preform |
|
Automatic preform loader |
|
Preform loading wheel |
|
|
|
|
|
|
|
|
Oven heating preform |
|
Preform transfer arm |
|
|
|
|
|
|
|
|
Blower molds |
|
sealing, stretching & blowing |
|
Bottle transfer arm |
|
|
|
|
|
|
|
|
Bottle conveying device |
|
Finished goods storage |
|
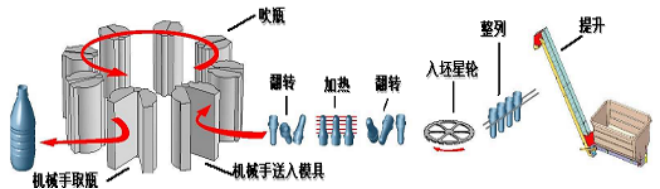
(Process chart)
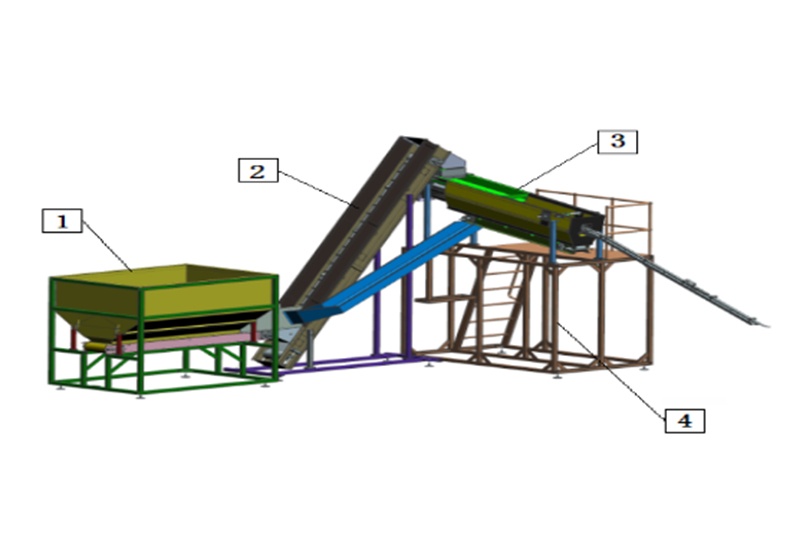
3.2 Hopper and elevating system
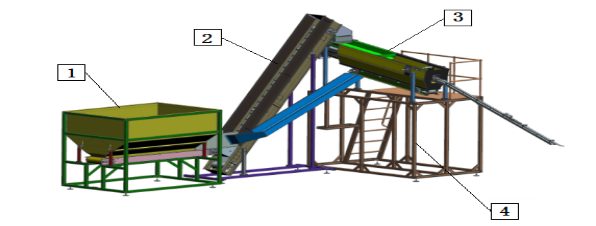
(Loading system diagram)
|
1 |
Preform hopper |
|
2 |
Preform elevator |
|
3 |
Preform lining device |
|
4 |
Ladder of lining device |
A certain amount of preforms will be stored in hopper to guarantee the continuous of producing. The preforms will be elevated to the lining device by the belt of hopper and then sent to the oven along the filling rail to be further produced. Once preforms are loaded into the hopper, they are supervised by the computer. The number of the loading preforms can be automatically adjusted according to the production speed; The output speed can be freely adjusted according to different preforms to make the number of loading preforms match up with the production speed; The design of rotary plastic transferring belt ensures preforms avoiding damage and contamination during the transferring.
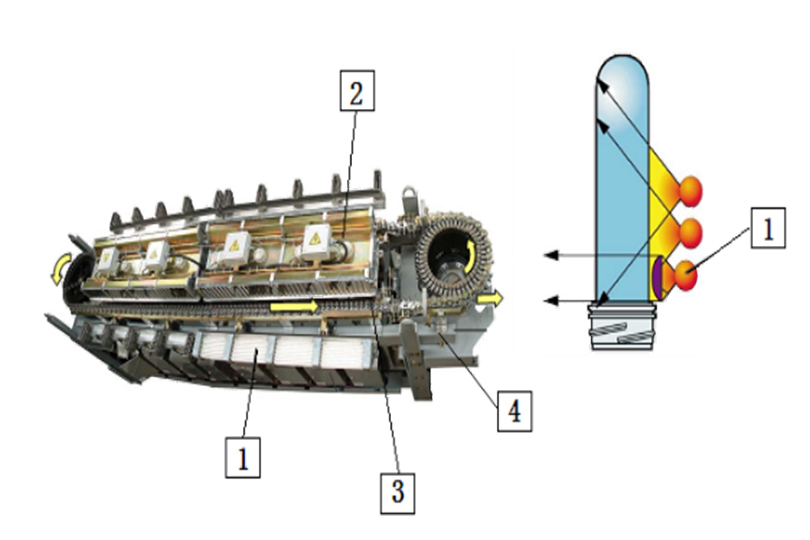
3.2 Oven
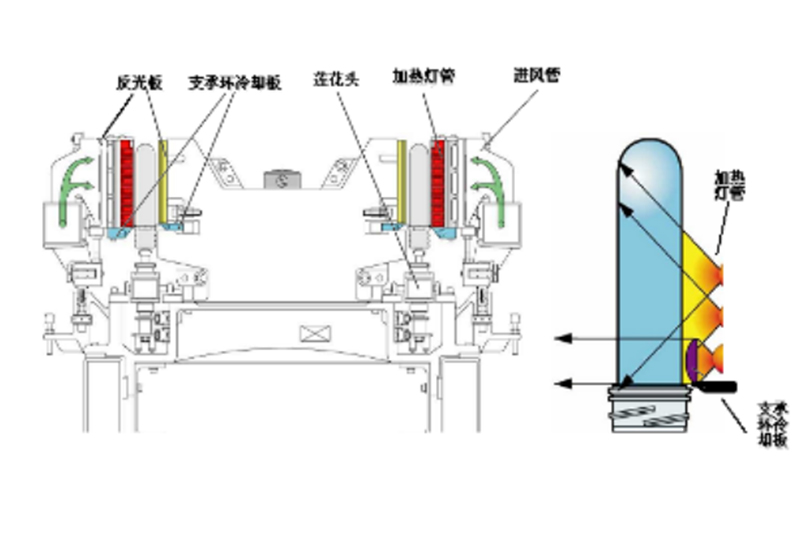
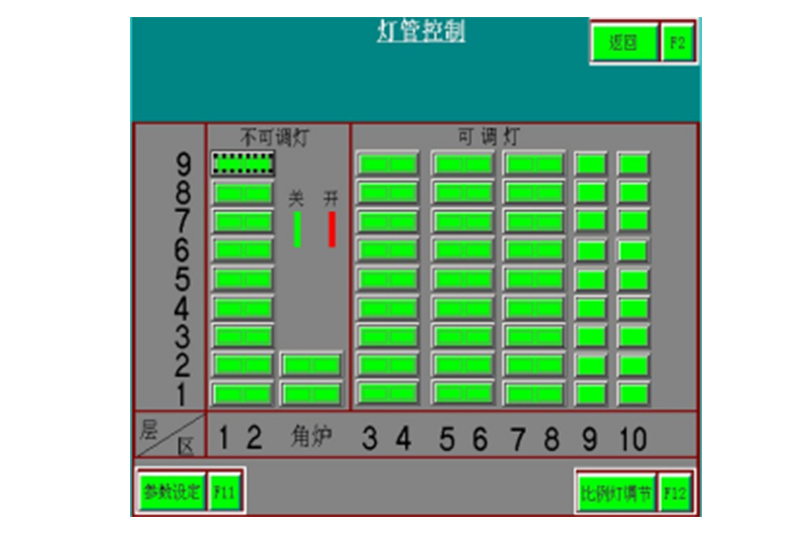
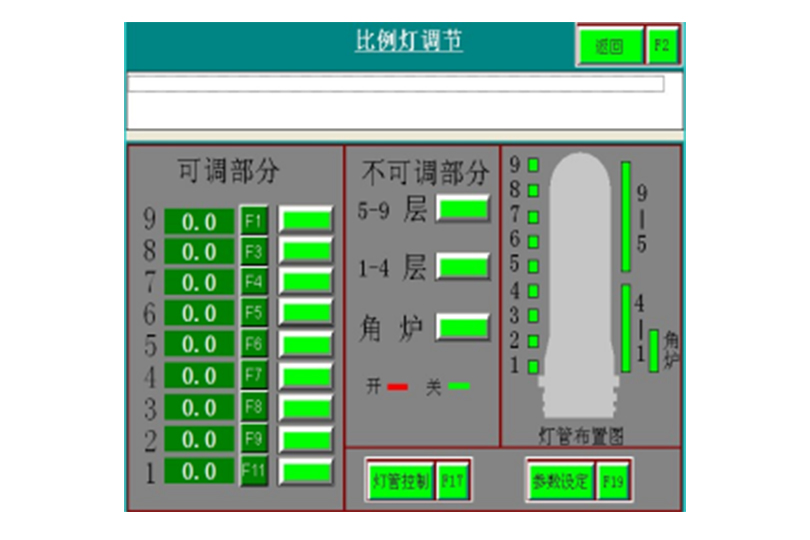
After being lined, preforms pass the guiding wheel to the preform seats, and then go into the oven to be heated. Preforms are heated by eight layers lamps in the oven, every layer lamps can heat separately. The heating circulation of the fan in the bottom of the oven make the average temperature of the inside oven.
(Guiding wheel diagram )
In the oven the preforms move forward and rotate themselves to make every part of the bottle have the same temperature. After heating, the preforms have high elastic property, so the preforms can be stretched biaxially. For the soft drinking bottles the range of temperature is 90~100℃, while for hot filling bottles the range is 110~120℃. The heat of the oven is controlled by the quantity of the working lamps, the whole setting temperature and the power of the oven.
The heating control of the infrared lamps adopts the closed loop control. After setting the temperatures of oven and preforms, the computer will automatically monitor and ensure the fluctuation of temperature within the certain value to avoid effecting production because of the different temperature between day and night.
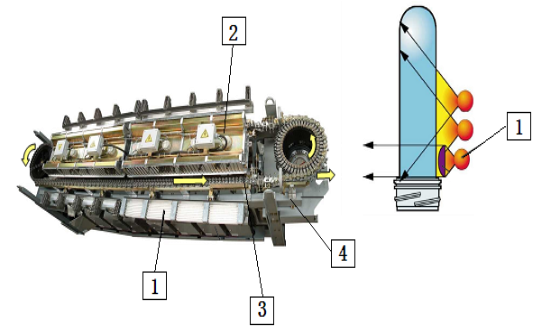
|
1 |
Infrared heating lamp |
|
2 |
Cooling fan in the oven |
|
3 |
Water cooling plate——cooling by water to protect the preform neck from deformation during the heating process.
|
|
4 |
Infrared thermometer |
(Oven structure diagram)
In order to preventing preform from deformation because of being heated, the oven has a preform turn-over device (the device will turn preform down when it goes into the oven, and will turn preform up when it goes out of the oven) which make the neck of preform downwards without being heated in the oven. The special designed air cooling device and water cooling device prevent the temperature of the oven being too high, further more they can cool the screw of preform. The same temperature of the oven is ensured by the cooling air controlled by the frequency conversion fan which prolongs the life of infrared lamps. After being heated, preform will be checked by the automatic infrared inspector, its temperature will shown on the computer, which make every preform has the same temperature and further ensure the stability of the blowing technique and high finished goods rate. When the equipment breaks down, the special designed quickly air cooling device ensures preforms still staying in the oven be cooled quickly, thus these preforms can be used again. The special designed preform ejecting device can eject the unqualified performs.

(Infrared thermometer)
3.2 Mainframe of blowing machine
After being heated in the oven, the preform will be transferred into the mold by transfer arm. The preform will be sealed by sealing seat, stretched by stretching seat and blown by low pressure air and high pressure air (hot filling bottle will blown by cooling air). According to different technical requirements, the mold will be cooled by cooling water if blows cold filling bottle, the mold will be heated by hot oil if blows hot filling bottle. The whole production process will be monitored by computer.
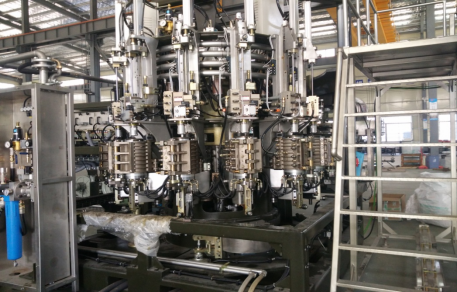
(Mainframe diagram)
3.2 Bottle’s checkup and output
After being blown, bottle will be transferred out of mold to output rail which can be connected with the air conveyor of the filling production line. Or bottle will be directly transferred on the conveyor belt to the bottle storehouse.
3.3 Special mold frame system
The special designed mold frame system ensures the possibility of quick and accurate changing mold; Mold frame with air pressure balance device makes the minimum break line when blowing bottles, which guarantee the quality of the bottles; The special neck sealing design reduces the pressure between preform neck and sealing to the minimum, thus the neck of preform could not be damaged.

(Mold frame diagram)
4. Working theory of bottle blowing machine
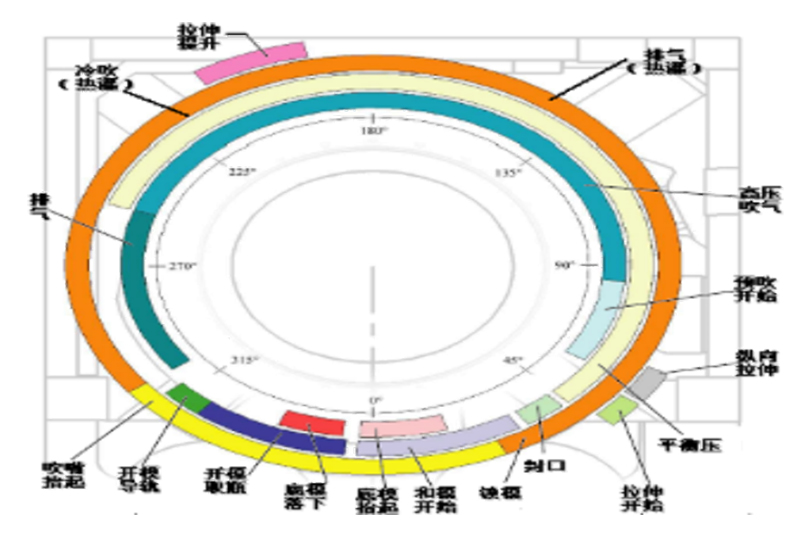
The main cam will rotate in high speed. The rotary angle will be tested by the coder on the top of the equipment and the sensor installed on the main cam. Then the information will be sent back to the computer which will send message to the solenoid valve according to the program settled by the operator. The certain action will be carried out to blow in the certain time to finish the double oriented method blowing technique during the rotary of the machine and the conforming bottles will be produced.
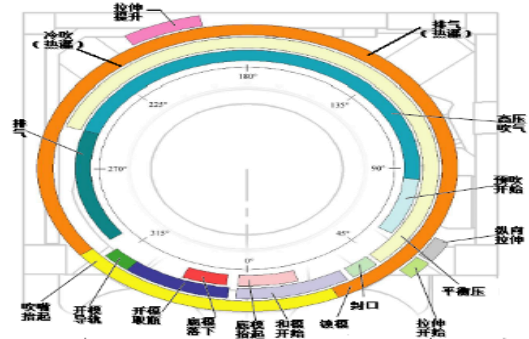
(Process angle diagram)
4.1 Twice blowing system
The equipment has the special designed twice blowing system (equipment for hot filling bottles has three times blowing system), pre-blowing, blowing with high pressure to finally make bottle. The blowing pressure and time of the second blowing can be adjusted. The system can guarantee the quality of finished bottle, so some bottles with complicated shapes can be blown; The system has the special designed pressure over loading and loss protection devices which can prevent the pneumatic parts from damaging; The system has the special designed stretching rail which guarantees every bottle can be stretched with the same speed and power during the stretching process. Blowing process, PET bottle forming adopts two-step blowing way: first, injecting to a preform, heating the preform to a certain temperature( blowing temperature), then the heated preform is put into the mold by transfer arm; through stretching, pre-blowing and high pressure blowing, the bottle is finally formed. However, because of the unique process, to blow the hot-filling bottle, the mold should be heated to a certain temperature. After blowing, the bottle temperature is a little bit higher, then it needs to use the compressed air to blow the bottle for cold forming, in order to quickly cool down the bottle.
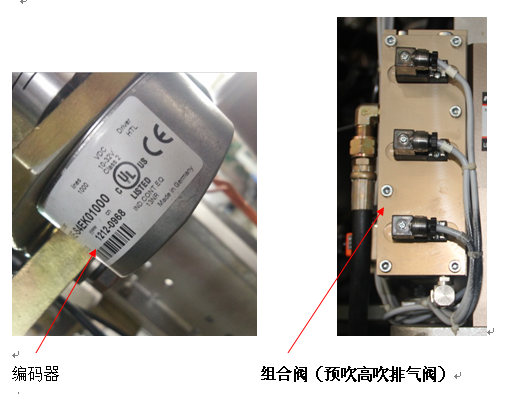
Encoder
Combination valve (high pressure pre-blowing exhaust valve)
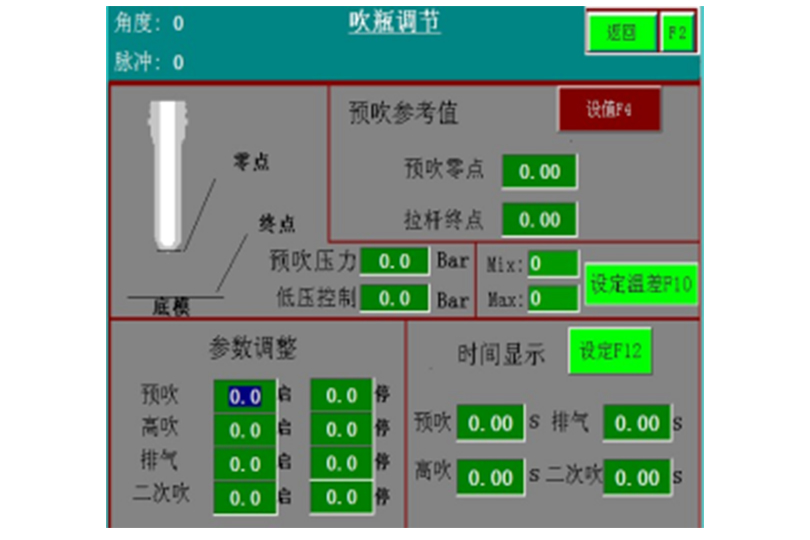
4.2 Interpretation of several important terms in the blowing adjustment:
Stretching: It is mainly to make the material of PET preforms on vertical distribution. Tension bar is the part to achieve the requirement and acts with the up and down movement of the cylinder.
Zero point of pre-blowing: The reference value is mainly used as the parameter adjustment of the pre-blowing. Turning off the high pressure blowing and low pressure blowing, and turning the turret by hand, stop while the tension bar moves downwards and meet the bottom of No.1 preform, push the button and set to F6 while stretching. At this point, it shows the zero point angle of pre-blowing.
The end of tension bar: The reference value is mainly used as the parameter adjustment of the pre-blowing. Use the same way under the circumstance without preform, turning off the blowing of high pressure and low pressure and turning the turret by hand, stop while the tension bar moves downwards and meet the bottom of No.1 preform, push the button and set to F8 while stretching. At this point, it shows the zero point angle of pre-blowing. The end angle of the tension bar is the angle when the tension bar meet the mold bottom.
Pre-blowing: It is mainly to make the material of PET preforms on transversal distribution; the pre-blowing time speed, pressure strength, flowing rate and the stability of the pressure will have an important influence on the material distribution of the bottle, so the pre-blowing part is very important in the blowing process! It may be necessary to adjust the following parameters in the blowing process. The start and stop of the pre-blowing angle should be adjusted referring to the angle of pre-blowing point and the end of the tension bar; the pre-blowing start angle is approximately equal to the zero point angle of pre-blowing; the pre-blowing stop angle is approximately equal to the end angle of the tension bar.
High pressure blowing: It is mainly to blow the initial forming bottle to completely forming bottle. It requires different blowing pressure due to the different bottle shapes and different blowing time. If the pressure is too low, the striking part of the bottle can not be well formed, which will influence the heat resistance of the hot-filling bottles.
Exhaust: Excluding the high-pressure gas in the mold; the start angle of exhaust, which is the close angle, should be less than the high pressure blowing start angle.
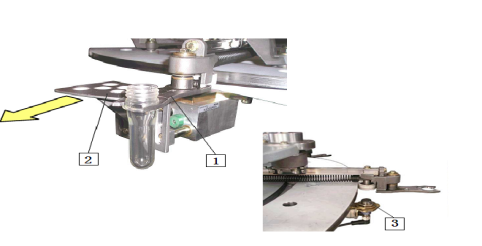
4.3 Transfer arm system
The transfer of preforms and bottles are finished by transfer arm, which prevent preforms and bottles from contamination; The stainless steel transfer arm is processed precision, softly contacts with preform or bottle, which can avoid the scratching of the neck; The transfer arm has the twisting force over loading protection device which prevent the equipment from damaging when it breaks down.
|
1 |
Transfer arm |
|
2 |
Eject preform device |
|
3 |
Mechanical synchronous sensor - key input signal, control the synchronous signal while blowing |
4.4 Main motor of equipment
The transmission of main motor adopts German SEW Company’s frequency conversion motor, positive speed gearbox and transducer, which have characteristics of flexible non-class starter, non-class adjustment, safety and stability; Accurate connection between toothed belt and toothed belt wheel guarantees the accurate and safe running of every transmission part.
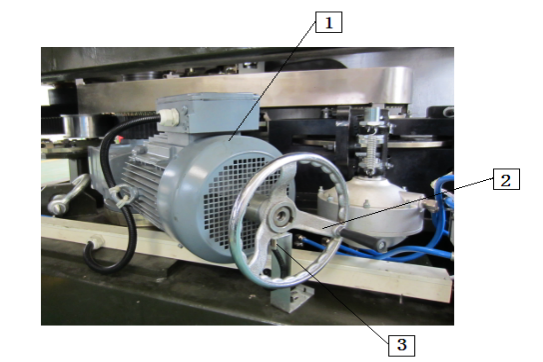
(Main motor diagram)
|
1 |
Main motor |
|
2 |
Motor manual turntable |
|
3 |
Sate sensor |
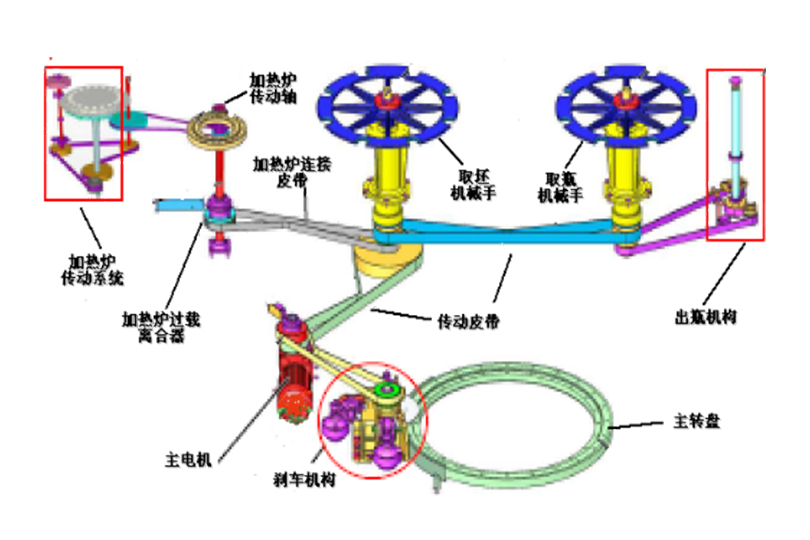
4.3 Safe and reliable mechanical transmission
All the important parts of the transmission come from the famous brands in Europe and American, so equipment has the reliable quality and long service life, The connection of the key transmission has the soft protection system; The special designed mechanical protection and automatically replace system: prefrom entering device, oven, transfer arm, rotating blower, main motor, all the above have the twisting force over loading protection system. Even though equipment breaks down, it won’t be damaged; Torsion clutch of equipment adopts American brand which can easily adjust the grades, with automatic overloading reset functions. After eliminating resistance, the transmission system will automatically rotate by itself, all linked parts will accurately reset to the original position, without the adjusting of the operator. So all the system is convenient and quick;
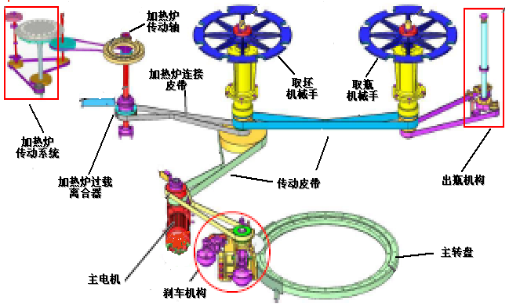
(Drive system diagram)
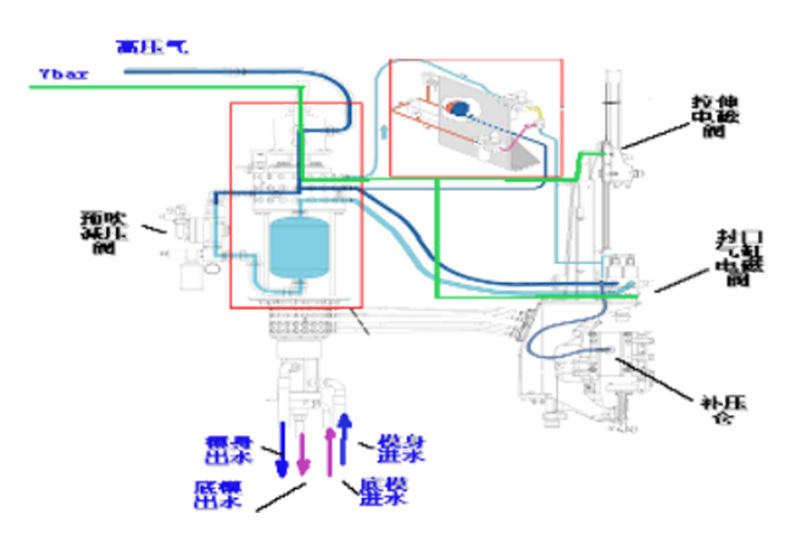
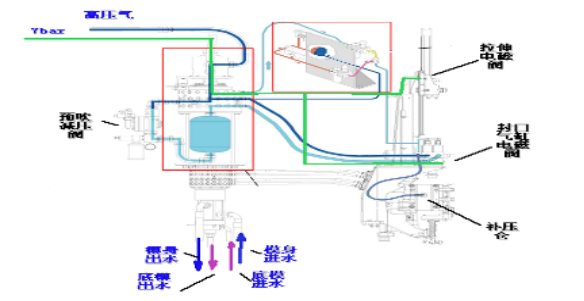
4.3 Water and air supply system
Recycling high pressure gas for low pressure usage, it helps save gas and reduce cost more than 20%.
4.3 Blowing mold of automatic rotary blowing machine
The important factor that affects the PET blow molding process is the blowing mold. The good and bad shapes of the molds will reduce or increase the difficulty of the process adjustment, such as the reinforcing bar, the radian of the transition zone and heat condition at the bottom, etc. All these aspects will have influences on process adjustment and directly affect the quality of the bottle. Therefore, it is recommended that not only should customers pay attention to the unique and beautiful product packaging, but also consider if the bottle shapes they choose meet use requirements. It is better to let professional designers review the design. While ordering the mold, customers should be aware of the materials, mounting dimensions and the height requirement of product capacity.


4.8 Electric control system
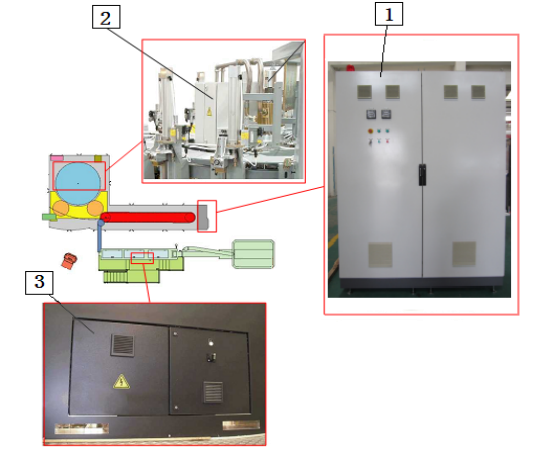
|
1 |
Main electric cabinet |
|
2 |
Turret control cabinet |
|
3 |
Preform loading control cabinet |
The main electric cabinet is the core of the control system, the main circuit supplies power for the following key equipment:
Low voltage apparatus - PLC - Isolation transformer
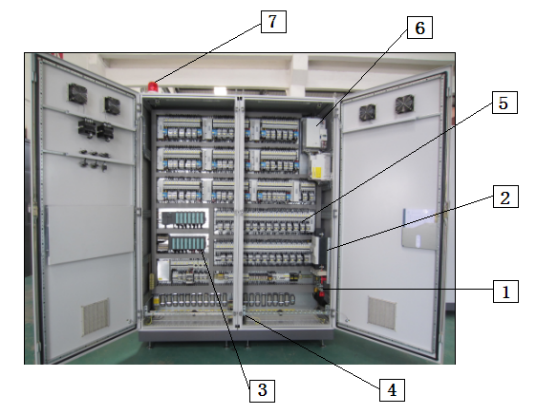
|
1 |
Power input |
|
2 |
Main circuit breaker |
|
3 |
Programmable controller PLC |
|
4 |
Isolation transformer |
|
5 |
Low voltage apparatus/低壓電器 |
|
6 |
Frequency transformer/變頻器 |
|
7 |
Alarm lamp/報警燈 |
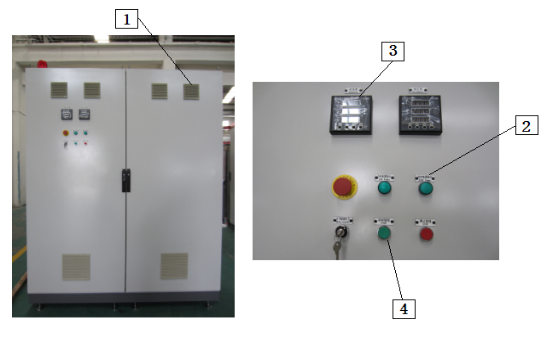
|
1 |
Cooling fan |
|
2 |
Indicator light |
|
3 |
Voltage and current meter |
|
4 |
Operation button |
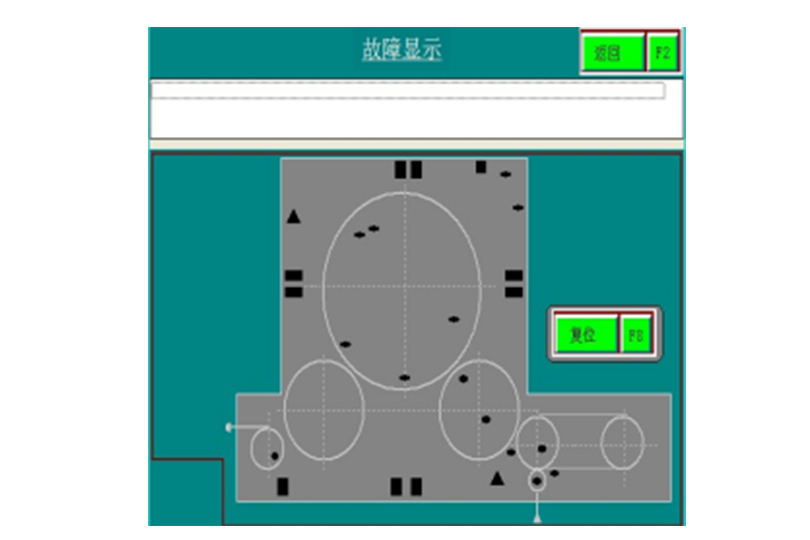
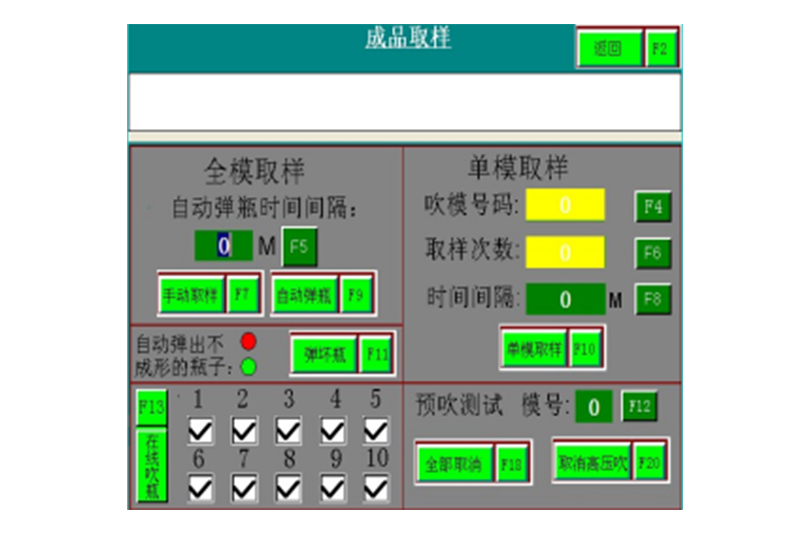
4.9 PLC control system and humanized man-machine interface
The control system of automatic blowing machine is made up with industry control system (PLC system) and related controlling, checking and executing parts.
The functions of PMRB series automatic rotary blowing machine, such as start-up, shutdown, heating adjustment, control of blowing machine , monitoring, can be applied to HIMI man-machine interface for intelligent operation. It actually realizes the automatic computer monitoring process of production: feeding, preform loading, heating, transferring, stretching, blowing, cooling, bottle outfeed. It also realizes the information sharing through the system, in order to allow the information “exchange” between the operator and machine, help the operator maintain the equipment, make full use of the performance of the machine, so as to further improve the service life of the machine and production efficiency of enterprise. The man-machine interface operation is easy to learn, the fault display has the location point and the description, each solenoid valve and cylinder can run the test, and ca separately control the blowing of every mold and the sampling of bottle and preform of every corresponding mold. Operating panel contains 36 program functional keys (28 of them with LED). Bottle blowing machine can be controlled by pressing the keys on the operational panel or by clicking the mouse (USB interface is under the bottom of the panel).