2026
2026


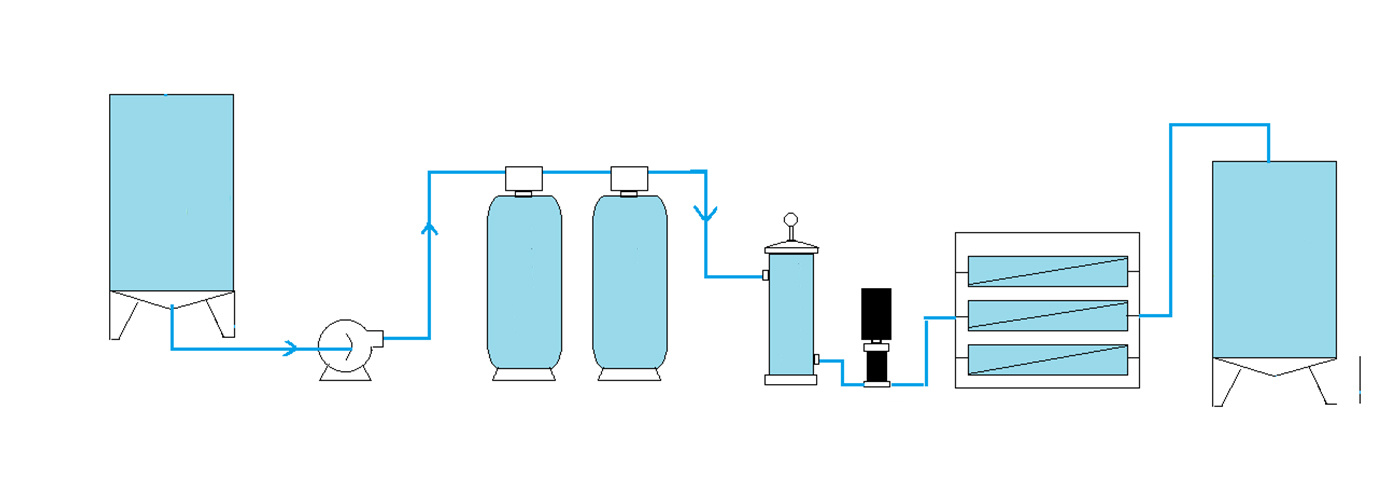
RO-1000L reverse osmosis equipment adopts advanced reverse osmosis (RO) technology. It drives water through a precision filter membrane (pore size 0.0001μm) through a high-pressure pump to efficiently remove 99% of dissolved salts, heavy metals, bacteria and organic matter in the water. It is suitable for industrial pure water preparation, pharmaceutical production, food and beverage processing and other fields. It can purify and concentrate water without heating, and the energy consumption is 40% lower than that of traditional processes.
Core technology advantages
- Efficient desalination and purification
- Desalination rate ≥ 98%, removing 99% of organic matter, colloids and bacteria.
- Water conductivity: single stage ≤ 10μs/cm, double stage ≤ 2-3μs/cm (EDI optional, conductivity ≤ 0.5μs/cm).
- Fully automatic operation
- Intelligent control: automatic shutdown in case of water shortage, restart after water pressure recovery, support timed flushing of pre-treatment filter materials.
- Low pressure/high pressure protection: automatic shutdown when the pump inlet pressure is <0.05MPa or >1.5MPa to protect equipment safety.
- Modular pretreatment system
- Multi-media filter: removes suspended matter and rust (precision 20μm).
- Activated carbon filter: adsorbs residual chlorine, odor and pesticide residues.
- Automatic dosing device: inhibits inorganic scaling and extends the life of RO membrane.
- Energy saving and environmental protection
- No chemical agent consumption, no secondary pollution, and 30% reduction in operating costs.
- The high-pressure pump adopts an efficient energy-saving design, and its energy consumption is 15% lower than the industry standard.
Equipment components and technical parameters
- Pretreatment system: quartz sand filter, activated carbon filter, precision security filter (5μm).
- Core components: high-pressure pump (pressure range 0.05-1.5MPa), RO membrane element (anti-pollution type).
- Applicable water source: municipal tap water, groundwater (conductivity ≤300μs/cm).
- Water output: 1000L/h (25℃ standard conditions).
Industry application
- Pharmaceutical industry: water for injection, production of sterile preparations.
- Food and beverage: purified water, juice concentrate.
- Electronics industry: ultrapure water for chip cleaning.
- Environmental protection: wastewater reuse, seawater desalination pretreatment.